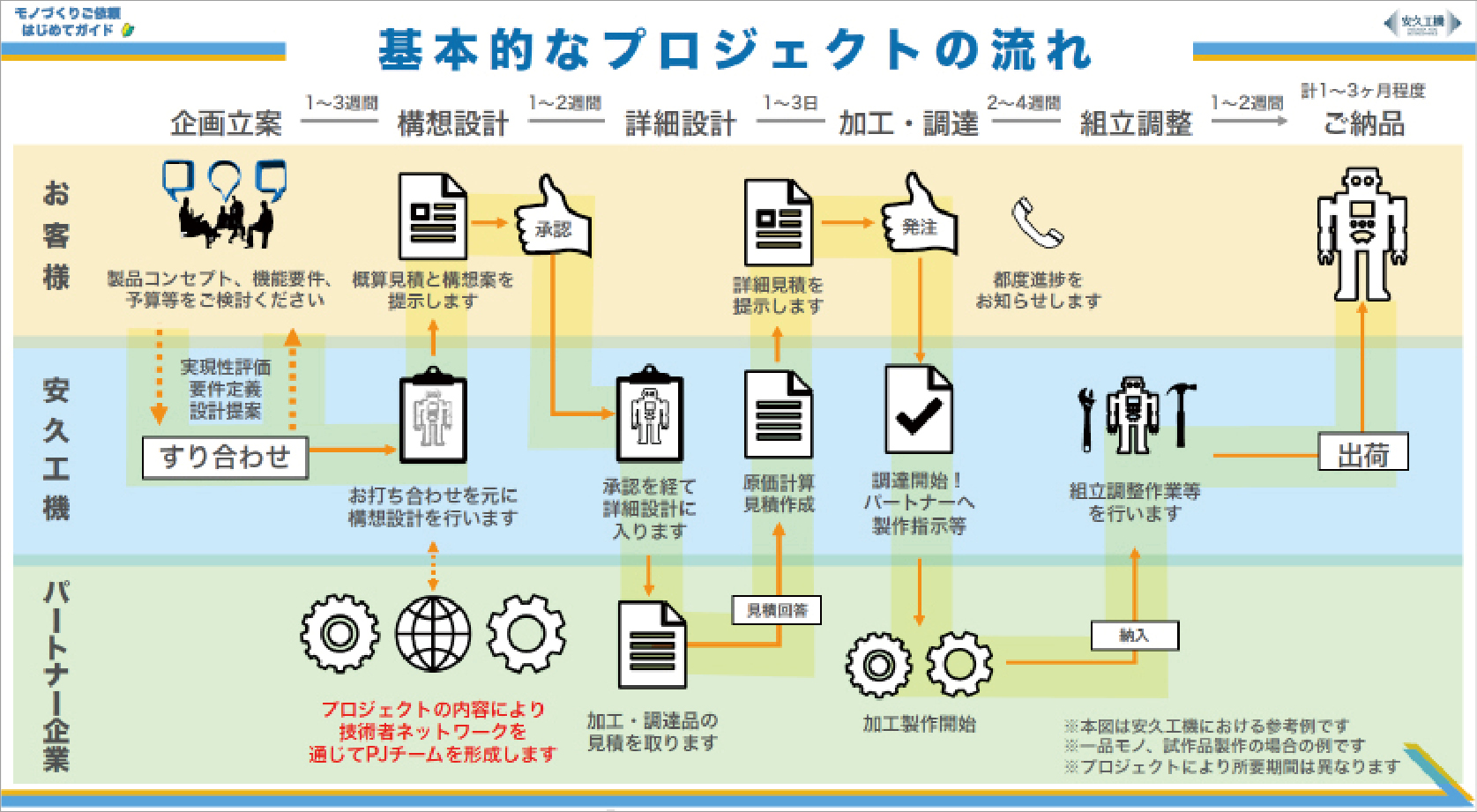
お仕事ご依頼の流れ
安久工機では一般に、下図のような流れで仕事が進みます。
お問い合わせ
部品ひとつから試作開発まで、治具・器具製作、特注機械装置の設計など モノづくりに関する技術的なご相談やお見積り依頼、ご不明点やご質問など、お気軽にご相談ください